Бланк заказа
-
Располагая собственным механосборочным производством, мы готовы как произвести доработку ваших изделий, сборку, так и выполнить частичное или полное изготовление.

-
Для большего удобства скачайте бланк на расчет стоимости вашего заказа.


Технология окраски порошковой краской
Все операции, необходимые для качественной покраски порошковой краской изделия, производятся на современной автоматической линии порошковой окраски. Большое внимание уделяется подготовке поверхности изделий перед нанесением порошковой краски, что позволяет значительно повысить антикоррозийные свойства и долговечность покрытия. Мы гарантируем высокое качество и стойкость порошкового покрытия для изделий из различных материалов.
 |  |  |  |
Высокая стойкость к атмосферным условиям изделий окрашенных порошковой краской, большой габарит проходов конвейера позволяют успешно окрашивать садовую металлическую мебель, стулья, скамейки, шкафы, подставки, корпусное оборудование, электротехническое оборудование, стойки, элементы интерьера и декора и т.п.
Этапы технологического процесса
Окраска порошковой краской начинается с подготовки поверхности. Это наиболее важный этап технологического процесса. От качества подготовки поверхности зависят антикоррозионные свойства покрытия, адгезия краски к поверхности, а, соответственно, и дальнейшие эксплуатационные характеристики: качество, износостойкость, коррозионная стойкость, долговечность.
 |  |  |  |
К данному этапу по причине его незаметности на первых порах эксплуатации изделий часто не уделяют должного внимания. Ручная подготовка поверхности не гарантирует должного качества, как по причине человеческого фактора, способа протирки, так и по причине кантования и переноса изделия с операции на операцию.
На нашей линии все этапы технологического процесса подготовки поверхности под окраску происходят в автоматическом режиме в туннеле, оснащенном форсунками, создающими сплошную водяную завесу, гарантирующую качественную обработку со всех сторон всех участков изделия.
- Обезжиривание и/или абразивная обработка
Этапы обезжириванияи/или абразивной обработки поверхности необходимы для всех типов материалов и степени загрязнения поверхности. Остальные этапы обработки выбираются в зависимости от вида материала и назначения изделия. - Фосфатирование
На этапе фосфатирования на металлических поверхностях происходит образование пленки из труднорастворимых фосфорнокислых солей. Фосфатные пленки, обладая низкой электропроводностью, увеличивают адгезию покрытия и препятствуют распространению подпленочной коррозии. - Промывка деминерализованной водой
Этот способ обработки поверхности обеспечивает смыв солей, содержащихся в муниципальной воде, тем самым устраняя возможные очаги коррозии. - Пассивация металлов
Пассивация металлов — это технологический процесс антикоррозийной защиты металлов при помощи специальных растворов. При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки). Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно тормозится или полностью прекращается.
Сушка — удаление влаги с подготовленных для нанесения порошкового покрытия изделий. Сушка происходит при температуре около 120 °C. Для эффективного удаления воды желательно предусматривать возможность естественного слива (отверстия) в конструкции изделий с замкнутыми полостями.
Нанесение порошкового покрытия
Собственно порошковое окрашивание происходит в камере напыления. Нанесение осуществляется в камере, оснащенной окрасочными пистолетами ITW GEMA. Камера оборудована циклонными фильтрами, сохраняющими до 98 % краски для повторного использования, и фильтрами тонкой очистки, предотвращающими выбросы неиспользованного порошка.
 |  |  | |
Одно из преимуществ окрашивания порошковой краской состоит в осаждении электрически заряженных частиц порошка на поверхность заземленного изделия (электростатическое напыление). В отличии от традиционных красок это обеспечивает равномерное нанесение краски на поверхность изделия, исключая подтеки. Электростатически напыляемый порошок тоже имеет свои особенности — осаждение на острых кромках, и это обеспечивает защиту изделия от травм, но незначительно увеличивает толщину покрытия в таких местах. При электростатическом напылении (зарядка частиц внешним источником) возникают сложности при окраске закрытых полостей и отверстий
Полимеризация — заключительный этап технологического процесса, при котором происходит оплавление нанесенного порошка и последующее затвердевание при температуре около
 Изделия поступают в душевальную установку для обработки поверхностей перед окраской
Изделия поступают в душевальную установку для обработки поверхностей перед окраской Тоннель обработки оснащен форсунками, создающими сплошную водяную завесу
Тоннель обработки оснащен форсунками, создающими сплошную водяную завесу После обработки изделия подвергаются сушке при температуре около 120°C
После обработки изделия подвергаются сушке при температуре около 120°C Просушившись, изделия переходят в камеру покраски, которая оснащена циклонными фильтрами и фильтрами тонкой очистки.
Просушившись, изделия переходят в камеру покраски, которая оснащена циклонными фильтрами и фильтрами тонкой очистки. Нанесение краски производится в камере ручными пистолетами компании ITW GEMA.
Нанесение краски производится в камере ручными пистолетами компании ITW GEMA. После напыления детали поступают в печь полимеризации, где происходит оплавление и последующее затвердевание нанесенного порошка.
После напыления детали поступают в печь полимеризации, где происходит оплавление и последующее затвердевание нанесенного порошка.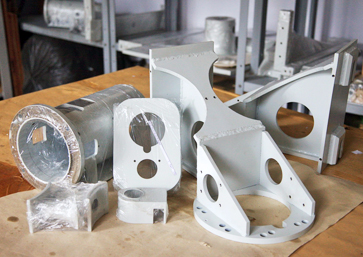 Окрашенные изделия упаковываются в стретч пленку. Порошковое покрытие изделий обладает высокой прочностью и отличными декоративными качествами.
Окрашенные изделия упаковываются в стретч пленку. Порошковое покрытие изделий обладает высокой прочностью и отличными декоративными качествами.

